Direct To Fabric Printer: Full Explanation & Business Opportunities

Direct to fabric printing transforms textile production by letting you print designs straight onto fabrics without transfer papers. You’ll use specialized printers that deposit ink directly onto materials like cotton, silk, and polyester through a process of pre-treatment, precision printing, and heat fixation. The technology offers vibrant colors, sharp details, and eco-friendly benefits with 90% less water usage. With market projections reaching $5.2 billion by 2026 and profit margins of 30-60%, it’s an attractive business opportunity for fashion, home décor, and promotional products. Let’s investigate how this innovative technology can change your textile ventures.
Key Takeaways
- Direct to fabric printing technology enables immediate textile printing without transfer papers, using specialized printheads and pre-treated fabrics.
- Initial investment ranges from $10,000 to $200,000, with potential ROI within 12-18 months through profit margins of 30-60%.
- The market is projected to reach $5.2 billion by 2026, driven by demand for customized textiles and sustainable production methods.
- Equipment options include industrial printers for high volume, mid-range for medium businesses, and entry-level printers for startups.
- The process reduces water consumption by 90%, minimizes waste, and uses eco-friendly inks, making it environmentally sustainable.
What is Direct to Fabric Printing?

Direct-to-fabric printing represents a groundbreaking digital textile printing technology that lets you print designs and images directly onto fabric surfaces without intermediary steps.
You’ll find this innovative process eliminates the need for traditional transfer papers or heat-press methods. Your designs go straight from digital files to fabric through specialized direct fabric printer heads.
Think of it as your regular desktop printer’s cooler, more sophisticated cousin that works with textiles instead of paper. The technology uses specially formulated inks that bond with fabric fibers.
Let’s investigate how it differs from conventional methods. You’re getting precise, high-resolution prints that maintain vibrant colors even after multiple washes.
Have you ever noticed how some printed shirts feel stiff? That’s not an issue here. Direct-to-fabric printing creates soft, breathable results that feel natural against the skin.
Moving on to compatibility, you’ll be pleased to know this technology works with various fabrics. Cotton, silk, polyester, and blends are all fair game.
The process is remarkably efficient. You’re looking at faster production times and less waste compared to traditional screening methods.
How Direct to Fabric Printing Works

When you examine the mechanics of fabric printing technology, the process involves a sophisticated digital system that guides specialized printheads to deposit ink directly onto textile surfaces.
You’ll find that direct fabric printing begins with digital design preparation. Your artwork gets processed through RIP software that converts it into printable data.
The fabric then undergoes pre-treatment to guarantee ideal ink absorption and color vibrancy. Think of it as preparing a canvas before painting.
Next, your fabric moves through the printer on a conveyor system. The printheads release precisely controlled droplets of ink onto the material.
Heat fixation follows immediately after printing. You’ll notice this stage locks the colors into the fabric’s fibers for lasting results.
The final step involves curing the printed fabric through heat or steam. This process guarantees your designs become permanent and washable.
Let’s investigate the technical aspects. Your printer’s software controls:
- Ink droplet size and placement
- Print speed and resolution
- Color management
- Fabric feed rate
- Temperature settings
Moving on to quality control, you’ll monitor factors like color accuracy and print consistency throughout the process.
The Direct to Fabric Printing Process
Direct-to-fabric printing involves three essential phases: pre-treatment to prepare the fabric, printing process where digital printers apply ink directly, and post-treatment steps like heat setting to lock in designs permanently.
Pre-Treatment Phase

Before any fabric enters the printing phase, proper pre-treatment serves as a critical foundation for achieving excellent print quality and color vibrancy. You’ll find this step essential in modern fabric printing technology, as it prepares your materials for peak ink absorption.
Let’s investigate what happens during the pre-treatment phase. You’ll need to clean your fabric thoroughly to remove any oils, dirt, or debris that could interfere with ink adhesion.
Next, you’ll apply a specialized pre-treatment solution that creates a chemical bond between the fabric fibers and the upcoming ink application. Think of it as preparing a canvas before painting.
Your fabric then goes through a careful drying process at specific temperatures. This step guarantees the pre-treatment chemicals are properly activated.
Moving on to quality control, you’ll want to test small samples before proceeding with larger batches. This saves you time and materials in the long run.
Have you ever noticed how some printed fabrics look more vibrant than others? The secret often lies in this pre-treatment phase – it’s like giving your fabric a superpower to grab and hold onto ink better.
Printing Process

With your fabric properly pre-treated, the actual printing phase brings your designs to life through advanced digital technology. Your direct to fabric printer will now precisely deposit specially formulated inks directly onto the material.
You’ll notice the print head moving across the fabric in precise sweeps. The printer deposits thousands of microscopic ink droplets that create your design pixel by pixel.
Let’s investigate how the process unfolds. Your printer’s software translates your digital design into printable data that controls ink distribution.
The fabric stays perfectly flat and tensioned as it moves through the printer. Advanced sensors maintain ideal distance between the print head and material surface.
Moving on to color layering, you’ll see each pass building vibrant depth. The printer applies colors in a specific sequence for ideal saturation and clarity.
Have you ever noticed how some prints look more vivid than others? That’s because direct to fabric printers can achieve remarkable color density through multiple precise passes.
You might wonder about drying time. Modern direct to fabric printers often include integrated heating elements that begin drying the ink immediately after application.
Your design gradually materializes as each printing pass adds detail and depth to the final image.
Post-Treatment Requirements

Once your fabric emerges from the printer, proper post-treatment steps are vital to confirm print durability and color vibrancy. Your digital textile printer has done its job, but now it’s time to lock in those beautiful results.
Let’s investigate the significant post-treatment process that’ll make your prints industry-ready. You’ll need to heat-set your fabrics using either a heat press or calendar machine at specific temperatures based on your fabric type.
- Steam fixation: Perfect for natural fibers, requiring 2-5 minutes at 212°F (100°C) with pressurized steam
- Heat pressing: Ideal for synthetics, typically 30-40 seconds at 330-375°F (165-190°C)
- Washing and drying: Essential final step to remove excess dye and test colorfastness
Moving on to washing requirements, you’ll want to verify your fabric goes through a proper rinse cycle. This step removes any unfixed dye particles and pre-treatment chemicals.
You might wonder about drying methods – they’re just as important as the printing itself. Always use temperature settings appropriate for your fabric type to prevent shrinkage or damage to your newly printed designs.
Advantages of Direct to Fabric Printing

You’ll find direct to fabric printing offers remarkable advantages that transform how you create textile designs. The technology delivers stunning high-quality prints while keeping your costs down through reduced waste and efficient ink usage. Not only will you enjoy incredible production flexibility to print exactly what you need when you need it, but you’re also making an environmentally conscious choice with fewer chemicals and less water consumption than traditional methods.
High-Quality Output
Direct-to-fabric printers deliver exceptional print quality through advanced inkjet technology that produces sharp, vibrant images with remarkable detail and color accuracy. You’ll notice the difference immediately when you compare direct printing on fabric to traditional methods.
The high-resolution output means you can create intricate designs that previously weren’t possible with conventional printing techniques. Your customers will appreciate the professional finish that rivals traditional screen printing.
Let’s investigate what makes these prints stand out:
- Ultra-precise droplet placement creates seamless gradients and smooth color transitions without banding or pixelation
- Advanced color management systems guarantee consistent reproduction across multiple print runs
- Specially formulated inks penetrate fabric fibers deeply for superior wash-fastness and durability
You’ll find that direct-to-fabric printing maintains its quality even on challenging textiles like stretchy materials or textured surfaces. The technology adapts to various fabric types while maintaining crisp edges and vibrant colors.
Moving on to durability, your prints won’t crack, peel, or fade like traditional transfers might. This means you’re delivering superior value to your customers with every project.
Cost-Effectiveness
While initial equipment costs may seem significant, direct-to-fabric printing offers compelling financial advantages that quickly offset the investment.
You’ll notice immediate savings on materials since you won’t need transfer papers or additional chemicals in your production process. Your textile printing machine directly applies ink to fabric, eliminating costly middle steps.
Let’s examine the labor savings you’ll experience. You can print complex designs in one pass, reducing the time and staff needed compared to traditional methods.
Moving on to production flexibility, you’ll appreciate the ability to print just what you need, when you need it. No more excess inventory tying up your capital.
Have you ever noticed how traditional printing requires minimum order quantities? With direct-to-fabric printing, you can profitably produce even single items.
Your maintenance costs will typically be lower too. Modern textile printing machines are designed for efficiency and longevity, requiring minimal upkeep.
The cost-effectiveness extends to reduced waste as well. You’ll save on materials while meeting sustainability goals, making this technology a win-win for your bottom line.
Environmental Benefits
Beyond the financial advantages, the environmental impact of direct-to-fabric printing deserves attention. You’re looking at a technology that’s transforming sustainable textile production.
Let’s examine how digital textile printing significantly reduces water consumption compared to traditional methods. You’ll use up to 90% less water in your printing process.
Moving on to waste reduction, you’ll notice immediate improvements in your environmental footprint. Traditional printing methods create substantial chemical waste, but direct-to-fabric printing minimizes this concern.
- Less water usage – typically 2-3 liters per meter of fabric compared to 50-100 liters in conventional printing
- Reduced chemical waste through precise ink application and minimal pre-treatment
- Lower carbon footprint due to shorter production cycles and fewer transportation needs
You might wonder about the inks themselves. Today’s water-based inks are eco-friendly and contain fewer harmful substances than traditional printing chemicals.
Have you ever noticed how traditional fabric printing creates excess inventory? With direct-to-fabric printing, you’ll produce only what’s needed, reducing textile waste in landfills. It’s like having a digital eco-warrior in your production line.
Production Flexibility
Manufacturers who switch to direct-to-fabric printing gain unparalleled production flexibility that transforms their entire workflow.
You’ll love how a direct to fabric printer lets you switch between different fabric types and designs instantly. No more long setup times or batch minimums holding you back.
Want to print just one custom piece? Go for it. Need 1,000 identical items? You can do that too.
Let’s investigate how this flexibility impacts your business. You can accept rush orders and last-minute design changes without disrupting your production schedule.
Moving on to scaling capabilities, you’ll find it’s easy to adjust production volumes based on demand. Your direct to fabric printer works equally well for small boutique runs or large commercial orders.
Have you ever noticed how traditional printing methods lock you into specific designs? Not anymore. You can print multiple designs in the same production run without additional setup costs.
The best part? You’re free to experiment with new product lines and seasonal collections. Test market response with small batches before committing to larger production runs.
Think of it as having a printing swiss army knife at your disposal. Ready for whatever your customers throw at you.
Types of Direct to Fabric Printers
Direct-to-fabric printers come in three categories: Industrial printers for high-volume manufacturing, mid-range printers for medium businesses, and entry-level printers for smaller operations with lower costs but slower speeds.
Industrial Printers
Industrial direct-to-fabric printers come in three main categories: roll-to-roll, flatbed, and hybrid systems. You’ll find these powerhouse machines transforming the textile industry with their incredible output capabilities.
Let’s investigate why industrial fabric printers are innovating production. These machines can print thousands of square meters per hour with stunning precision and vibrant colors. You’re looking at game-changing technology that’s reshaping how businesses approach textile manufacturing.
- High-volume production capacity reaching up to 1,200 square meters per hour
- Advanced ink delivery systems supporting reactive, acid, and pigment inks
- Integrated quality control systems with real-time monitoring
Moving on to practical applications, you’ll see these printers excelling in fashion houses, home décor manufacturing, and technical textile production. They’re perfect when you need consistent quality across large production runs.
Have you ever noticed how some printed fabrics maintain their vibrancy even after multiple washes? That’s the magic of industrial-grade printing technology. You’re getting superior ink penetration and color fastness that surpasses traditional printing methods.
These systems aren’t just printers – they’re complete production solutions that’ll transform your textile business.
Mid-Range Printers
While industrial printers serve high-volume production needs, mid-range direct-to-fabric printers offer an ideal balance of performance and affordability for medium-sized businesses and print shops.
You’ll find these fabric printing machines typically handle production volumes of 100-500 pieces per day. This sweet spot makes them perfect for growing businesses.
Let’s investigate their key features. Most mid-range models offer print widths between 1.8 and 2.6 meters, giving you flexibility for various projects.
You might wonder about speed capabilities. These printers usually achieve 40-80 square meters per hour, depending on print quality settings.
Moving on to resolution, you’re looking at crisp outputs ranging from 600 to 1200 DPI. That’s sharp enough for detailed designs but not overkill for standard orders.
The investment makes sense too. While industrial units can cost upwards of $100,000, mid-range printers typically fall between $30,000 and $70,000.
Have you considered maintenance requirements? You’ll appreciate their user-friendly design, requiring only basic technical knowledge for daily operations.
These workhorses support multiple fabric types, from cotton to polyester, making them versatile additions to your production lineup.
Entry-Level Printers
Entry-level direct-to-fabric printers serve as an accessible starting point for small businesses and entrepreneurs entering the textile printing market. These fabric printer machines offer basic functionality at a more affordable price point.
You’ll find these printers perfect for starting your custom printing business without breaking the bank. They’re designed specifically for newcomers to learn the fundamentals of direct-to-fabric printing.
Let’s investigate what makes entry-level printers attractive for beginners:
- Print speeds of 15-25 square meters per hour, suitable for small batch production
- Maximum printing width of 1.6-1.8 meters, ideal for standard fabric rolls
- Basic color configurations with 4-6 color channels for essential print requirements
Moving on to capabilities, you’ll discover these machines handle common fabrics like cotton and polyester effectively. They’re equipped with essential features for basic production needs.
You might wonder about longevity – entry-level printers typically last 3-5 years with proper maintenance. They’re built to help you understand the technology before scaling up.
Consider starting with these printers if you’re testing the market or running a small-scale operation. They provide the perfect balance of functionality and investment for beginners.
Applications and Use Cases

You’ll find direct-to-fabric printers transforming multiple industries, from creating custom fashion pieces to producing vibrant home décor items. Whether you’re printing intricate designs on silk scarves for a boutique collection or mass-producing custom upholstery fabrics, these versatile machines can handle projects of any scale. In industrial settings, you can use these printers for everything from creating branded promotional materials to producing large-format soft signage that captures attention at trade shows.
Fashion Industry
Direct-to-fabric printing has transformed the fashion industry by enabling designers and manufacturers to create unique, customized garments with intricate patterns and vibrant designs. Digital fabric printing technology lets you bring your creative visions to life with unprecedented precision and flexibility.
You’ll find this technology changing the fashion production landscape in ways you might not have imagined. Fast-fashion brands can now quickly respond to trending designs and seasonal changes.
- Create limited edition collections with minimal setup costs and no minimum order requirements
- Produce sample garments for fashion shows and boutiques within hours instead of weeks
- Test new designs in small batches before scaling up to full production
Let’s investigate how you can utilize this innovation for your fashion business. You’ll be able to offer personalized clothing items that stand out in today’s competitive market.
Moving on to production efficiency, you’ll notice significant cost savings compared to traditional methods. Your designs can go from concept to finished product in a fraction of the time.
This technology empowers you to experiment with complex patterns and color combinations that weren’t possible before. You’re no longer limited by traditional printing constraints.
Home Decor
While traditional home décor manufacturing relied on mass production, modern direct-to-fabric printing has transformed interior design by enabling customized upholstery, curtains, pillowcases, and wall hangings.
You’ll love how fabric printing solutions let you create one-of-a-kind pieces that perfectly match your interior design vision. Your home can now tell your unique story through personalized patterns and designs.
Let’s investigate how this technology changes home accessories. You can print intricate designs on tablecloths, bed linens, and decorative throws with stunning detail and vibrant colors.
Have you ever noticed how coordinated rooms make the biggest impact? Now you can guarantee perfect color matching across all your textile pieces, from drapes to ottoman covers.
Moving on to practical applications, you’ll find these prints are both beautiful and durable. The inks penetrate deeply into the fabric, assuring your designs stay vibrant even after multiple washes.
You might wonder about customization options. From geometric patterns to photographic prints, you can transform any space with unlimited design possibilities. Create seasonal collections or update your décor whenever inspiration strikes.
Custom Fabric Production
Beyond home décor, custom fabric production opens up remarkable possibilities across multiple industries. You’ll find that custom fabric printing transforms how businesses approach product development and market differentiation.
Let’s examine some exciting applications that’ll alter your business potential:
- Fashion designers can create exclusive prints for their collections, turning their artistic visions into wearable reality
- Sports teams can produce branded uniforms and merchandise with precise color matching and durability
- Corporate clients can develop custom workplace uniforms and promotional materials with perfect brand consistency
You’ll discover that custom fabric production lets you take control of your manufacturing timeline. Every design detail stays exactly as you envisioned it.
Moving on to practical applications, you can produce samples quickly without minimum order requirements. This flexibility helps you test market response before scaling up.
Think of custom fabric printing as your creative playground with business benefits. You’re no longer limited by stock patterns or traditional production constraints.
Have you noticed how the market craves uniqueness? That’s where your custom fabric capabilities become a significant factor. You’ll meet diverse client needs while maintaining quality control throughout the process.
Industrial Applications
As manufacturing capabilities advance, direct-to-fabric printing has transformed numerous industrial sectors beyond traditional textile production. You’ll find this technology changing everything from automotive interiors to medical supplies.
Let’s investigate how fabric printing equipment serves the automotive industry. You can now create custom upholstery, headliners, and door panels with unprecedented precision and durability.
Moving on to aerospace applications, you’ll see direct-to-fabric printing being used for aircraft seat covers and interior panels. The technology guarantees consistent quality while meeting strict safety regulations.
In medical settings, you’re able to produce antimicrobial fabrics for hospital curtains and bedding. The precision of modern fabric printing equipment allows for specialized coatings and treatments.
Have you ever noticed custom-printed conveyor belts in manufacturing facilities? They’re often created using industrial-grade direct-to-fabric printing technology.
You might wonder about technical textiles. Direct-to-fabric printing produces specialized materials for:
- Military camouflage uniforms
- Safety equipment with reflective patterns
- Industrial filters with precise mesh patterns
- Protective gear with specific visibility markings
These applications demonstrate how versatile your fabric printing operations can become in industrial markets.
Business Opportunities

The Direct-to-Fabric printing market offers strong potential, projected to hit $5.2 billion by 2026 driven by growing demand in fashion, home décor, and promotional products. With low setup costs and quick turnaround times, this technology presents promising ROI potential across multiple segments, from custom apparel to sustainable printing services.
Market Analysis and Growth Potential
The direct-to-fabric printing market presents substantial growth opportunities, with projections reaching $5.2 billion by 2026. You’ll find this growth driven by increasing demand for customized textiles and sustainable printing solutions.
Let’s investigate why starting a fabric printing business is more attractive than ever:
- Digital transformation is transforming the industry with smart, efficient printers that reduce waste and operating costs
- Growing e-commerce platforms make it easier for you to reach global markets with custom designs
- Rising demand for personalized fashion and home décor creates endless niche opportunities
You might wonder about the most profitable segments to target. The fashion industry, particularly Muslim fashion and sportswear, shows remarkable potential for growth.
Moving on to market dynamics, you’ll see significant opportunities in on-demand printing services. These services are perfect for small businesses and independent designers.
Have you noticed how sustainability drives consumer choices? Your fabric printing business can capitalize on this trend by using eco-friendly inks and processes. This approach not only attracts environmentally conscious customers but also reduces your operational costs.
Let’s be clear: the market’s expanding at an impressive rate, and you’re positioned to capture this growth by focusing on innovation and customization.
Target Markets
Direct-to-fabric printing opens lucrative opportunities across multiple target markets. You’ll find endless possibilities in today’s rapidly evolving fabric printing industry.
Let’s investigate your first major target: fashion designers and boutique owners. You can offer them customized fabrics for unique clothing collections and accessories.
Moving on to home décor retailers, you’ll tap into a growing market for personalized curtains, upholstery, and bedding sets. Interior designers are always seeking distinctive patterns and prints.
Have you ever noticed how sports teams need custom jerseys and uniforms? That’s your third target market with consistent demand throughout the year.
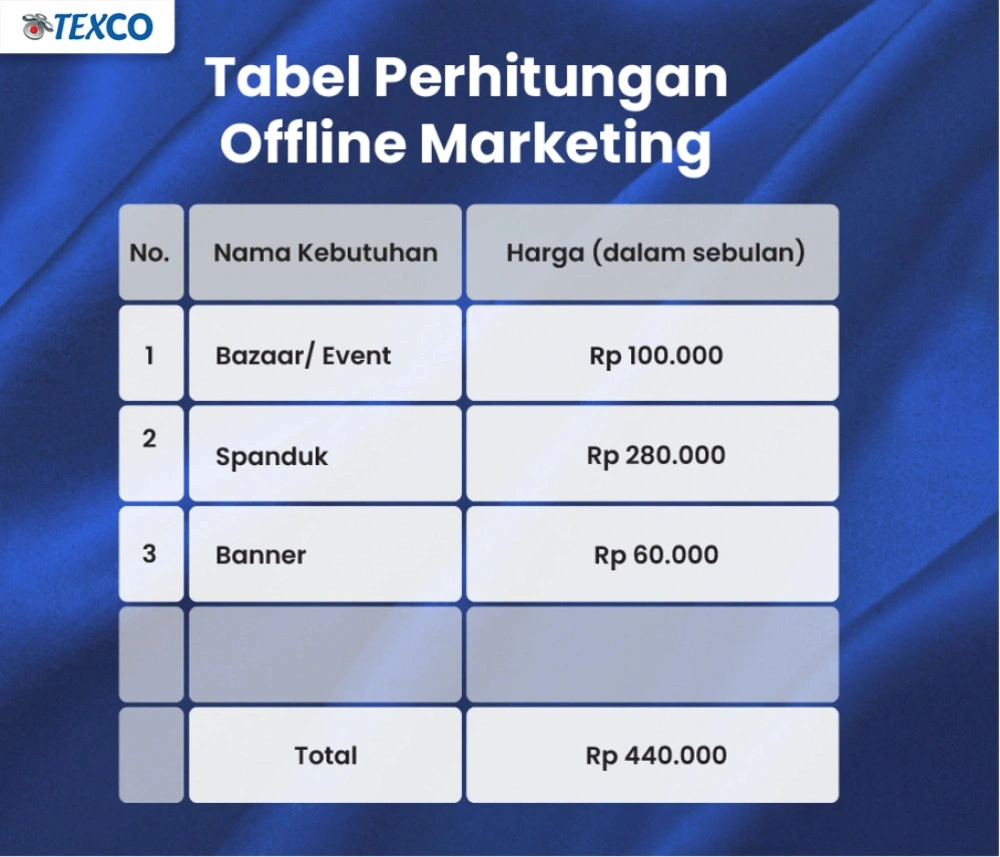
The promotional products industry offers another golden opportunity. You can serve businesses needing branded tablecloths, banners, and trade show displays.
Your fifth target is the growing Muslim fashion market. There’s significant demand for printed hijabs and modest clothing with contemporary designs.
E-commerce entrepreneurs represent your sixth target. They’re looking for print-on-demand services to fulfill their customers’ custom fabric needs.
Educational institutions need custom flags, banners, and uniforms. They’re your seventh target market with reliable repeat business potential.
Investment Requirements
Understanding your target markets sets the foundation for planning your investment budget wisely. You’ll need to carefully consider the initial costs and ongoing expenses for your direct to fabric printer business.
Let’s examine the key investment requirements you’ll encounter:
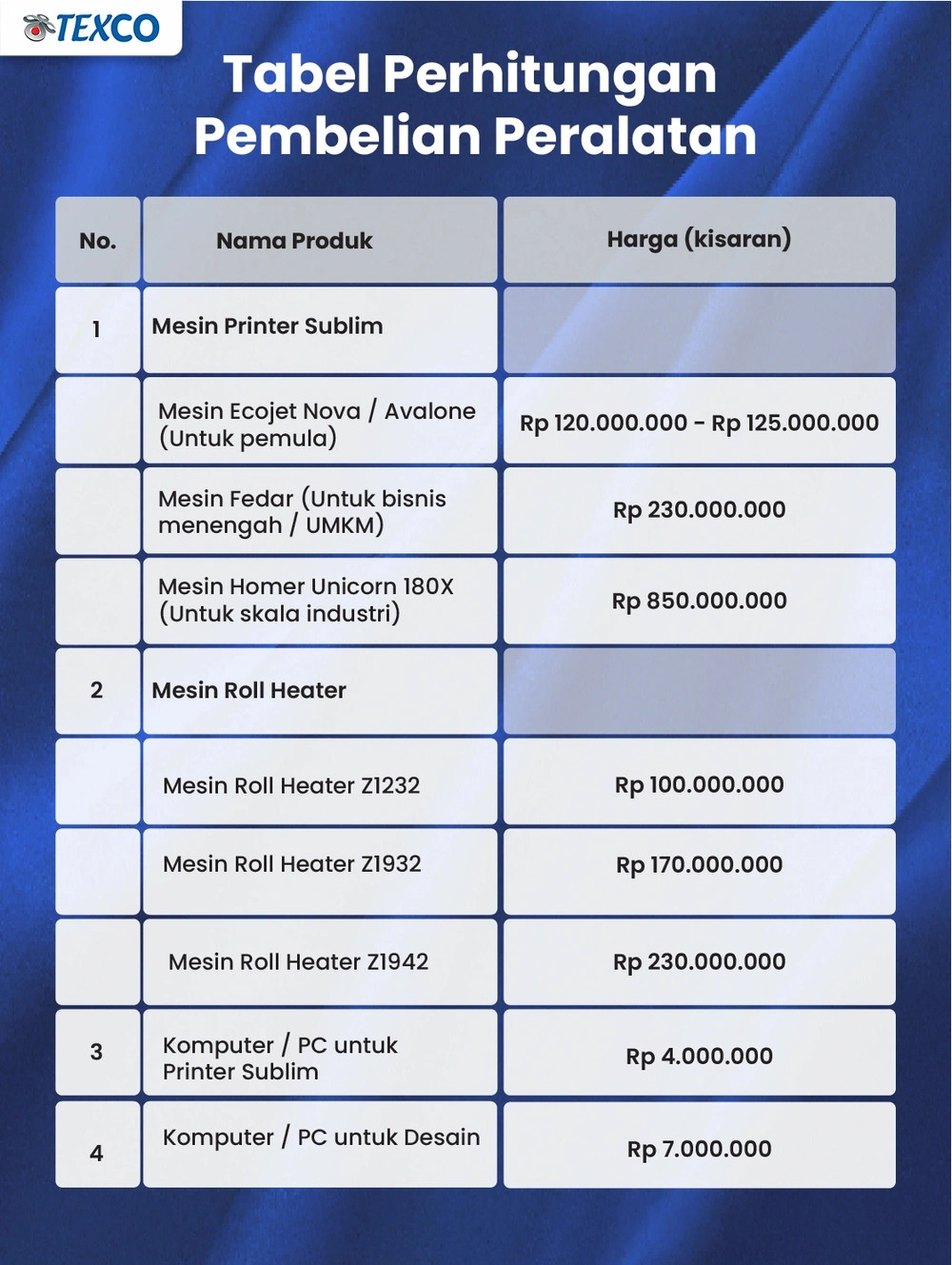
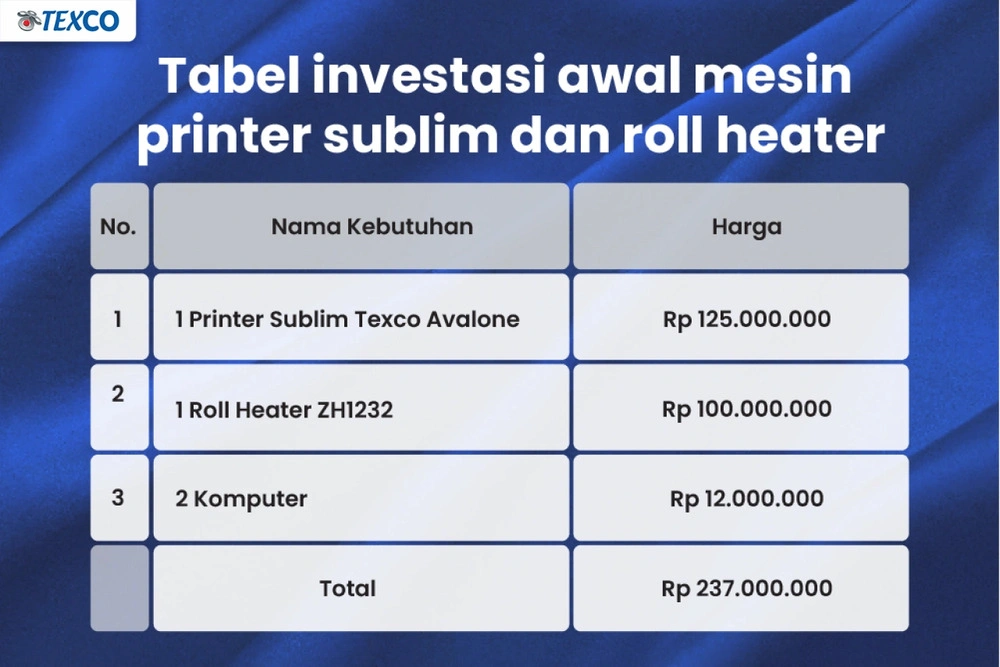
- Equipment costs: A professional direct to fabric printer ranges from $10,000 to $200,000, depending on size and capabilities
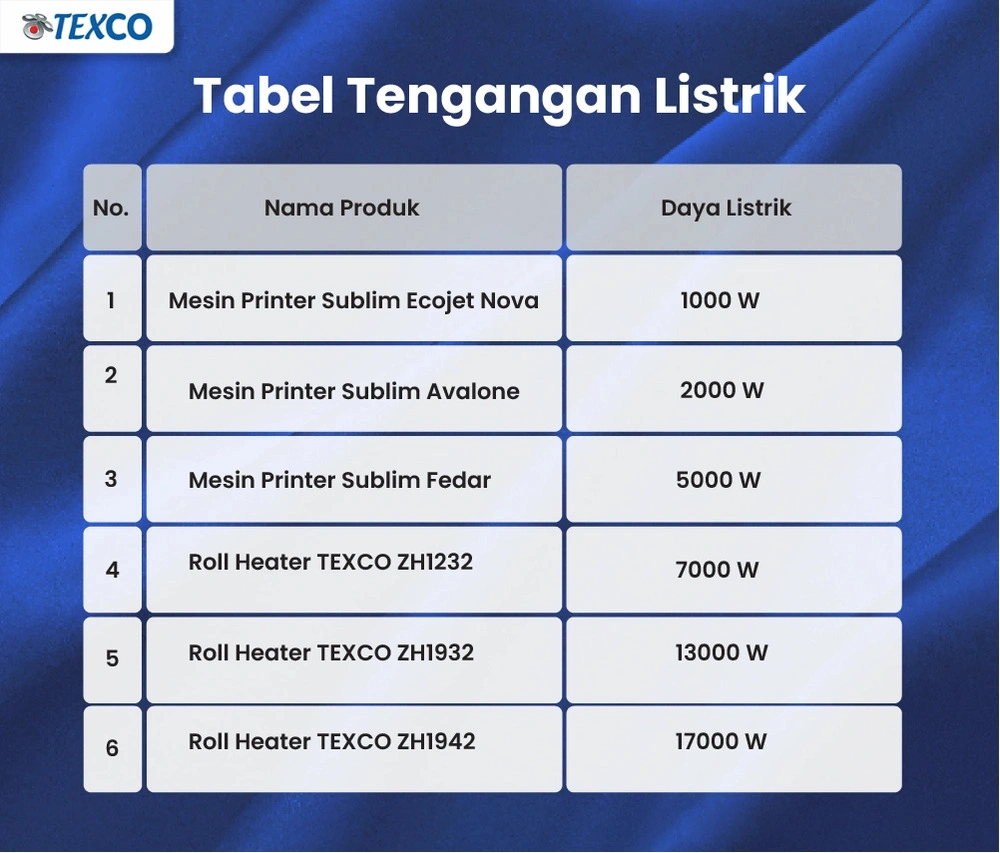
- Workspace setup: You’ll need climate-controlled space with proper ventilation, electrical requirements, and water systems, typically costing $5,000 to $15,000
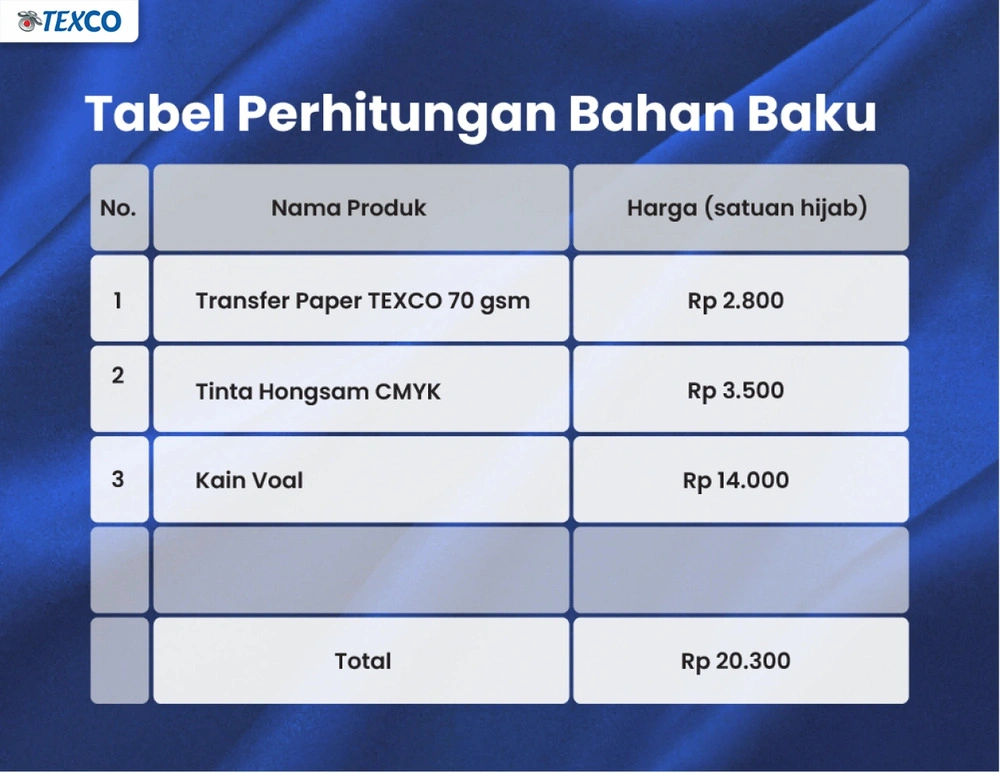
- Initial inventory: Fabric supplies, inks, and maintenance materials require approximately $3,000 to $8,000 to start
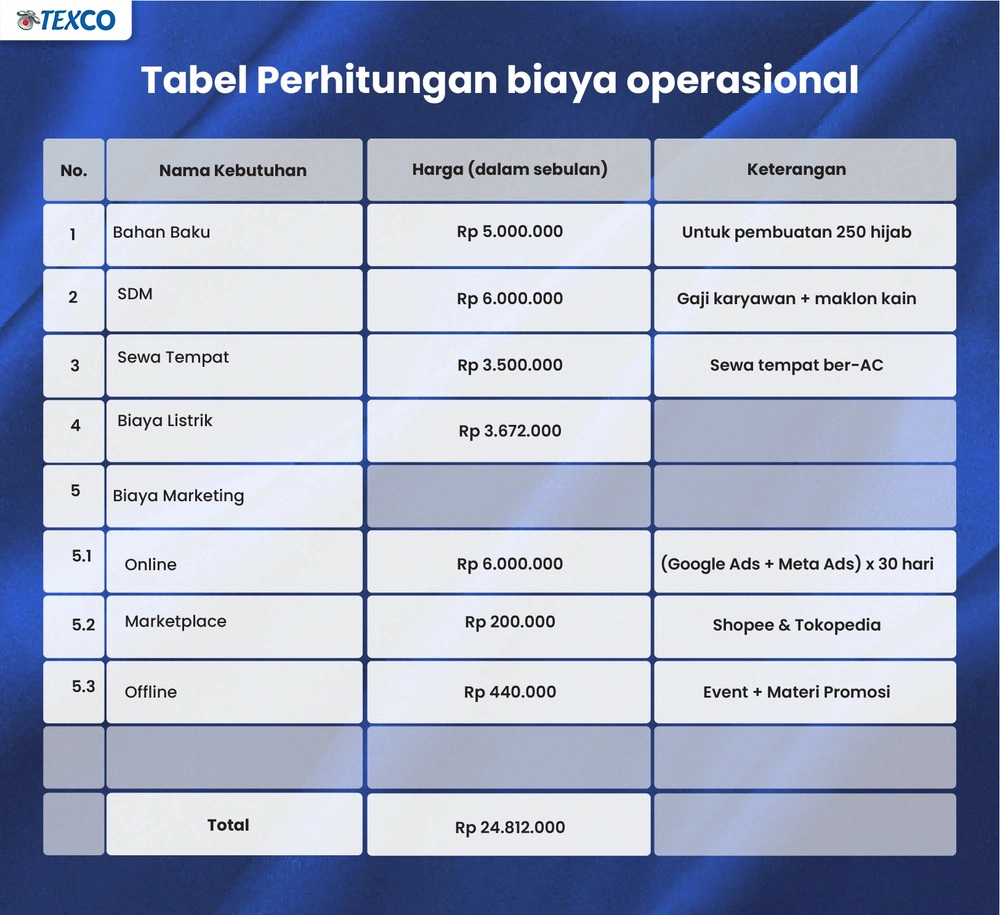
You might wonder about additional operational costs. Think about monthly expenses for utilities, supplies, and maintenance.
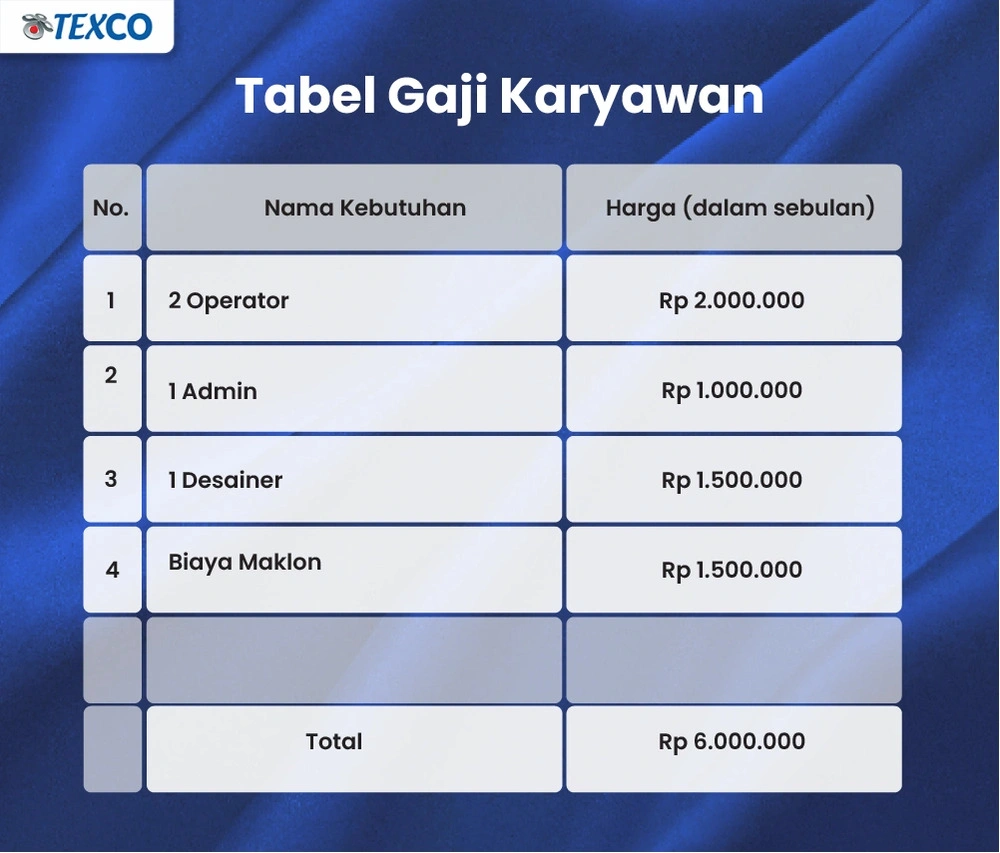
Moving on to staffing requirements, you’ll need at least one trained operator per shift. Consider training costs too.
Have you ever noticed how successful businesses always plan for unexpected expenses? Set aside 15-20% of your total investment as a contingency fund.
Remember that financing options are available through equipment manufacturers and traditional lenders. They often offer flexible payment terms for qualified buyers.
ROI Considerations
When evaluating business opportunities in direct-to-fabric printing, potential returns on investment can be substantial across multiple market segments. You’ll find fabric printing opportunities in fashion, home décor, and promotional products offering diverse revenue streams.
Let’s investigate the numbers that matter to your bottom line. A typical direct-to-fabric printer can produce 100-150 square meters per hour, with profit margins ranging from 30% to 60% depending on your market positioning.
You might wonder about recovery timeframes for your investment. Most businesses achieve ROI within 12-18 months with consistent orders and proper market targeting.
Have you noticed the growing demand for customized textiles? You can tap into this trend by offering specialized services like small-batch productions or limited-edition designs.
Moving on to practical considerations, your ROI potential increases when you focus on high-margin products like designer scarves or custom upholstery. These items typically command premium prices.
Your success metrics should include factors beyond just equipment costs. Consider labor efficiency, reduced waste, and faster turnaround times that digital printing provides compared to traditional methods.
Operating at full capacity, you’re looking at potential monthly revenues of $15,000-$25,000 for a single printer setup.
Conclusion
As technology reshapes the textile industry, digital fabric printing offers unprecedented opportunities for growth and customization. The fabric digital printer transformation has revolutionized textile production and market response.
You’re now equipped to enter this dynamic market. Direct-to-fabric printing technology scales with your business needs while offering:
- Reduced waste and faster production times for quick ROI
- Customization capabilities for targeting niche markets
- Eco-friendly printing options for future sustainability compliance
The future of textile printing is digital, and timing is perfect to enter this growing market. While the initial investment may be significant, the long-term benefits and market potential make it a strategic choice for business growth.